+91 9677 296 252
Mon - Sat 09:00 AM - 05:00 PM


Composite materials have revolutionized industries ranging from aerospace to automotive, thanks to their remarkable strength-to-weight ratio and versatility. A critical component of composite manufacturing is the resin infusion process, which ensures uniform distribution of resin within the fiber matrix. Pressure feed pots play a pivotal role in this process, enabling precise control and consistent results. In this comprehensive guide, we will delve into the world of pressure feed pots for pressurized resin infusion processes, exploring their benefits, various applications, setup techniques, and essential tips to achieve superior composite parts.
Pressurized Infusion (PI) molding reduced fill time by 45%, increased fiber volume fraction by 16%, reduced void content by 98%, improved short beam shear (SBS) strength by 14%, and yielded uniform spatial distribution of voids compared to those obtained by conventional VARTM.
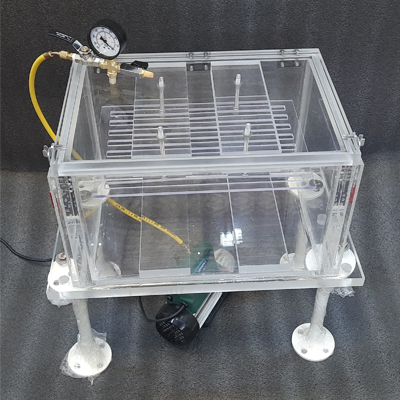
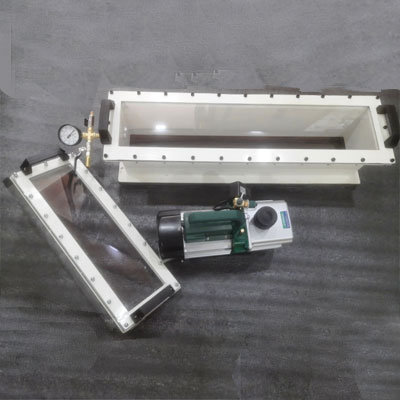
The external pressure chamber accommodates a glass window to track the resin propagation along the preform so that the fill time is recorded and the permeability of the preform is calculated. The resin reservoir is placed in a pressure tank to enable pressurized infusion of the resin at predetermined pressure levels. The pressure in both the chamber and tank are regulated by pressure regulators to maintain constant compaction and inlet pressures.
Vacuum-assisted resin transfer molding (VARTM) has several inherent shortcomings such as long mold filling times, low fiber volume fraction, and high void content in fabricated laminates. These problems in VARTM mainly arise from the limited compaction of the laminate and low resin pressure.
Pressurized infusion (PI) molding introduced and manufactured by Burhani Engineering Technology overcomes these disadvantages by (i) applying high compaction pressure on the laminate by an external pressure chamber placed on the mold and (ii) increasing the resin pressure by pressurizing the inlet resin reservoir. The effectiveness of PI molding was verified by fabricating composite laminates at various levels of chamber and inlet pressures and investigating the effect of these parameters on the fill time, fiber volume fraction, and void content. Furthermore, spatial distribution of voids was characterized by employing a unique method, which uses a flatbed scanner to capture the high-resolution planar scan of the fabricated laminates. The results revealed that PI molding reduced fill time by 45%, increased fiber volume fraction by 16%, reduced void content by 98%, improved short beam shear (SBS) strength by 14%, and yielded uniform spatial distribution of voids compared to those obtained by conventional VARTM.
It should be emphasized that in PI molding, Pchamber must be applied before the infusion is startedand continued during the mold filling to avoid expansion of the vacuum bag due to high resin pressure. Pchamber was continued after the mold was completely filled to keep the preform compacted and achieve high fiber volume fraction.
Microstructural and visual evidence proved that high chamber and inlet pressures successively compressed the voids and reduced their size. It was shown that at higher levels of inlet pressure (i.e., 180 kPa), most of the voids were dissolved in the matrix. Furthermore, PI molding enabled maintaining high resin pressure in the mold after the mold filling (i.e., packing), which further reduced the void content to 0.1% and enabled fabrication of almost void-free laminates. These important outcomes postulate that PI molding could be judiciously used as an alternative low-cost fabrication method to manufacture advanced composite materials with high fiber volume fraction and low void content at low cycle time.
Understanding Pressure Feed Pots in Resin Infusion The pressurized resin infusion process is a widely adopted technique in composite manufacturing, particularly for producing lightweight and high-performance composite parts. It involves impregnating dry fiber reinforcements (such as carbon fiber, fiberglass, or aramid) with liquid resin under controlled pressure. The resin is drawn through the fibers, ensuring complete saturation and minimizing voids or air entrapment.
A pressure feed pot, also known as a resin feed pot, is a critical component of this process. It serves as a reservoir for the liquid resin, which is pressurized and then delivered into the infusion mold or composite layup stack. The controlled pressure within the pot helps ensure a consistent and uniform flow of resin into the fibers, resulting in high-quality composite parts.
The Benefits of Using a Pressure Feed Pot in Resin Infusion
1. Precise Control: Pressure feed pots offer precise control over the resin flow rate and pressure. This control ensures consistent impregnation of the dry fibers, minimizing resin waste and ensuring optimal part quality.
2. Uniform Distribution: The pressurized resin is forced evenly through the fiber reinforcements, resulting in uniform resin distribution and minimizing the risk of dry spots or voids in the composite structure.
3. Reduced Waste: The ability to control the resin flow rate and pressure allows manufacturers to minimize resin waste, leading to cost savings and environmental benefits.
4. Enhanced Fiber Wet-Out: Pressure feed pots facilitate better wetting of the dry fibers, ensuring they are thoroughly saturated with resin. This promotes strong fiber-to-resin bonding and improves composite mechanical properties.
5. Minimized Air Entrapment: Controlled resin infusion reduces the risk of air entrapment, preventing the formation of voids and defects in the composite part.
6. Increased Efficiency: Using a pressure feed pot streamlines the resin infusion process, reducing the time required to produce composite parts and increasing manufacturing efficiency.
7. Versatility: Pressure feed pots can be used with a variety of resin systems, making them adaptable to different composite manufacturing applications.
Applications of Pressure Feed Pots in Resin Infusion
Pressure feed pots are essential tools in a wide range of composite manufacturing applications, including:
1. Aerospace: Composite parts for aircraft and spacecraft, such as wings, fuselages, and interior components, often utilize pressure feed pots to achieve lightweight and high-strength structures.
2. Automotive: Pressure feed pots are employed in manufacturing composite components for automotive applications, including body panels, chassis components, and interior parts.
3. Marine: Boat builders use pressure feed pots to create composite hulls, decks, and other structural components that offer excellent strength-to-weight ratios and corrosion resistance.
4. Wind Energy: Composite materials play a critical role in wind turbine blades. Pressure feed pots ensure consistent resin infusion in these large and complex structures.
5. Sports and Recreation: Manufacturers of sporting goods, such as tennis rackets, golf clubs, and bicycle frames, rely on pressure feed pots to create high-performance composite products.
6. Infrastructure: Composite materials are used in various infrastructure applications, including bridges, pipelines, and building components. Pressure feed pots contribute to the production of durable and corrosion-resistant composite structures.
7. Art and Design: Artists and designers use composite materials to create sculptures, installations, and architectural elements. Pressure feed pots aid in achieving precise resin infusion for artistic and functional pieces.
Setting Up Your Pressure Feed Pot for Resin Infusion
Proper setup and operation of your pressure feed pot are crucial for successful resin infusion. Follow these steps to set up your pressure feed pot:
1. Select the Right Pressure Feed Pot: Choose a pressure feed pot that matches the size and resin volume needed for your specific infusion project.
2. Safety Precautions: Ensure you have the necessary personal protective equipment, such as safety glasses, gloves, and appropriate clothing, when working with resin and pressure equipment.
3. Prepare Your Workspace: Set up a clean and well-ventilated workspace to prevent contamination and ensure worker safety.
4. Resin Preparation: Mix your resin system according to the manufacturer's instructions. Ensure the resin is well-prepared and free from impurities.
5. Assemble the Pressure Feed Pot: Assemble the pressure feed pot following the manufacturer's guidelines. Check that all components are securely attached and in good condition.
6. Connect Hoses: Attach the resin supply and vacuum hoses to the pressure feed pot. Ensure secure and leak-free connections.
7. Position the Feed Pot: Place the pressure feed pot in a convenient location within your infusion setup. Ensure it is stable and won't be knocked over during operation.
8. Pressure Regulation: Set the desired pressure level on the pressure regulator of the feed pot. Consult the resin manufacturer's recommendations for the appropriate pressure.
9. Resin Flow Rate Control: Adjust the valve or flow control mechanism on the feed pot to control the resin flow rate into the infusion mold.
10. Vacuum Setup: In a typical resin infusion process, a vacuum system is used to remove air from the mold. Ensure your vacuum system is properly connected and operating before initiating resin infusion.
11. Initiate Infusion: Start the resin infusion process, monitoring the flow rate and pressure throughout. Adjust as needed to maintain control and consistency.
12. Monitoring and Inspection: Continuously monitor the infusion process for any irregularities, and visually inspect the composite layup to ensure proper resin distribution.
13. Completion and Curing: Once the infusion is complete, allow the composite part to cure according to the resin manufacturer's recommendations.
Tips for Successful Resin Infusion with a Pressure Feed Pot
To achieve optimal results in resin infusion using a pressure feed pot, consider the following tips:
1. Precision is Key: Pay attention to resin flow rates and pressure settings, as even small variations can affect the quality of the composite part.
2. Vacuum Integrity: Ensure that your vacuum system is operating correctly and maintains a stable vacuum during the infusion process.
3. Practice Patience: Allow sufficient time for resin flow and saturation to occur. Rushing the process can result in incomplete wetting of the fibers.
4. Thorough Mixing: Follow the resin manufacturer's instructions for proper mixing and degassing to minimize the risk of air entrapment.
5. Resin Temperature: Monitor and control the temperature of the resin, as temperature variations can affect its viscosity and flow characteristics.
6. Visual Inspection: Continuously inspect the composite layup during infusion to detect any issues such as dry spots or resin-rich areas.
7. Cleanup: Properly clean and maintain your pressure feed pot and associated equipment after each use to prevent resin buildup and blockages.
Innovation, Quality, Prompt Service, On time delivery.
Aimed at delivering value and achieving complete customer satisfaction.
Expertise is in manufacturing high-quality products.
Address : 137 Linghi Chetty Street,
Mukunalla Muthu Corner, Parrys,
High court,
Chennai - 600001, India.
Contact : +919677296252

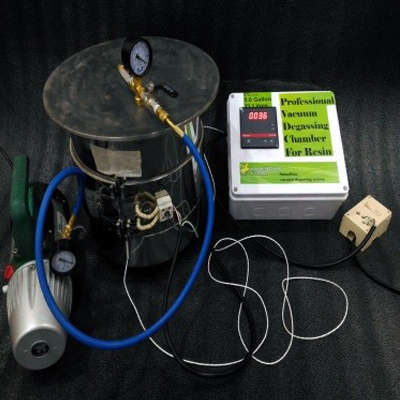
For all Your Vacuum Chambers,
Vacuum Degassing Chamber, Bubble test Chamber
and Filling machine needs.